
 13280808941
13280808941
适用范围
钒、钨钼、镍钴、三元电池、稀土、锆、铌钽等有色行业及焦化、石化等 产生的高浓度氨氮废水
基本原理
该技术基于氨与水分子相对挥发度的差异,通过氨-水的气液平衡、金属- 氨的络合-解络合反应平衡、金属氢氧化物的沉淀溶解平衡的热力学计算,通过 在汽提精馏脱氨塔内将氨氮以分子氨的形式从水中分离,然后以氨水或液氨的 形式从塔顶排出,并被冷凝器冷却到常温成为高纯氨水进行回收。
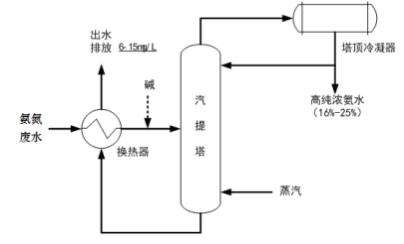
工艺流程
通过在含重金属的高浓度氨氮废水中加入碱, 使铵离子转化为氨分子,并 存在多余的氢氧根离子。经过 pH 调节并换热后的废水进入汽提精馏塔内,通 过控制输入汽提塔内的蒸汽流量与蒸汽压力来控制汽提塔的温度分布,使液体 在汽提塔内一定的温度区域保持一定的停留时间,使得重金属-氨络合物在高温 区域吸收能量,配位键被破坏,实现重金属与氨的分离。氨气在高温下挥发, 实现气液分离,同时溶液中的过量氢氧根与重金属反应生成沉淀使化学平衡向 右移动,如此反复经过多级反应平衡之后,最终实现氨的彻底脱除。此步骤的 化学反应为:
[M(NH3 )n]k+ + kOH- 喻 M(OH)k 专 +nNH3 个
挥发出的氨至塔顶冷凝器采用药剂进行吸收,形成高纯氨水(浓度 16%以 上)或铵盐产品,可直接回用于生产工艺或进行销售。废水由进水口至塔底的 过程中氨氮浓度逐渐降低,至塔底出水口时降至 10mg/L 以下,塔底出水经与进 塔废水换热后可达标排放或回用,也可以根据重金属含量情况进入金属回收系 统对其中重金属进行回收。
工艺流程图
关键技术或设计特征
采用重金属-氨氮-水的药剂强化热解络合-分子精馏分离技术,实现氨氮污 染物削减率大于 99%,同时全过程无废水、废气、废渣等二次污染产生。
资源回收率高,将废水中分离出的氨氮回收为高纯氨水,重金属回收为金 属氢氧化物,可回用于生产工艺或直接出售。
通过专用塔内件设计技术实现传质效率提高, 漏液降低,拓宽设备弹性负 荷。
动态集成控制技术实现操作安全性,保证出水合格率为 100%。
上一篇: 机械蒸汽再压缩污水处理技术
服务热线
